High-performance elevators engineered for modern architectural demands.
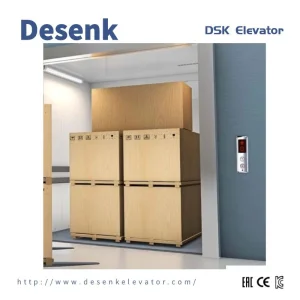
The global elevator industry has undergone a seismic shift with the introduction and maturation of Machine Roomless (MRL) technology. Traditionally, elevators required a dedicated machine room above the hoistway to house the motor and control systems. MRL elevators have eliminated this necessity by utilizing compact gearless traction motors and slim control panels that fit directly within the hoistway.
As cities grow upwards, every square meter of floor space becomes invaluable. MRL elevators allow architects to reclaim the top floor space for penthouses or rooftop gardens.
MRL systems typically use permanent magnet synchronous motors (PMSM), which consume up to 40% less energy than traditional hydraulic or geared systems.
With simplified installation processes and reduced structural requirements, MRL elevators are the preferred choice for modern commercial and residential projects.
Today's market is no longer just about moving people from point A to point B. The industry is trending towards Smart Elevators integrated with the Internet of Things (IoT). Predictive maintenance, real-time monitoring, and touchless interfaces are becoming standard requirements for global procurement. Machine Roomless elevators are at the forefront of this digital transformation, offering the perfect platform for high-tech integration.
Procurement managers from the Middle East, Southeast Asia, Europe, and North America are increasingly looking for Machine Roomless Elevator factories that can provide customized solutions. The demand varies significantly by region:
China has become the world's largest elevator manufacturing hub. As a leading Chinese Elevator Factory, we offer several distinct advantages:
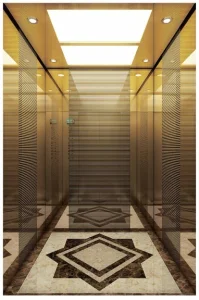
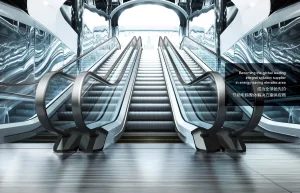
Ascom Elevator is a professional Elevators Manufacturers and Suppliers in China, Fuji Lifts & Elevators. Our company mainly covers Passenger elevator, Home elevator, Sightseeing elevator, Cargo elevator, Escalator, Shopping cart escalator...
When evaluating the Top 10 Machine Roomless Elevator Exporters, several technical criteria must be met to ensure long-term ROI and safety.
The heart of an MRL elevator is the gearless machine. By using high-performance permanent magnets, these machines eliminate the need for oil-filled gearboxes, making them cleaner, quieter, and virtually maintenance-free.
A top-tier factory utilizes 32-bit microprocessors and VVVF (Variable Voltage Variable Frequency) drive technology. This ensures smooth acceleration and deceleration, providing a "floating" sensation for passengers.
Beyond the standard emergency brakes, leading exporters like Ascom integrate Automatic Rescue Devices (ARD). In the event of a power failure, the ARD automatically brings the elevator to the nearest floor and opens the doors, preventing passenger entrapment.
The true genius of MRL design lies in the hoistway layout. By mounting the machine on the guide rails, the load is transferred to the pit floor rather than the building walls, allowing for lighter building structures and more flexible architectural designs.
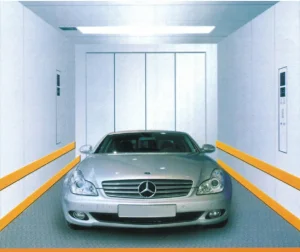
From luxury villas to industrial warehouses, we have the vertical solution.
As an experienced SEO specialist and industry consultant, I recommend looking beyond the price tag when choosing an MRL exporter. Consider the following:
In conclusion, the Machine Roomless Elevator market is evolving rapidly. By partnering with a top-tier Chinese factory like Ascom Elevator, you gain access to world-class engineering, significant cost savings, and a partner dedicated to your project's success. Whether you are building a luxury villa or a massive industrial complex, MRL technology is the key to a smarter, more efficient future.